一、物料管控環節:細節決定基礎品質
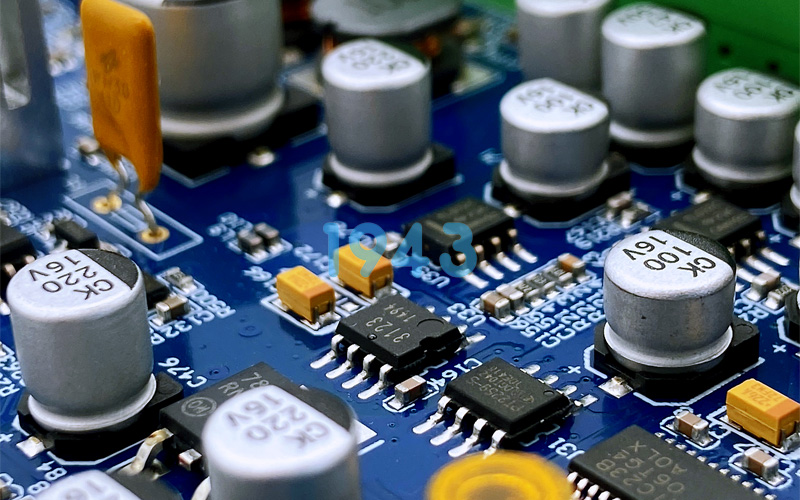
(一)不良成因解析
物料環節的核心風險集中在元件品質與存儲管理。元件選型偏差、封裝尺寸與焊盤不匹配會直接導致貼裝偏移;濕度敏感元件(如BGA、QFP)存儲環境失控(濕度>10%RH)或拆封后暴露時間超限(如MSL3級元件超過48小時),易引發焊盤氧化、元件受潮失效;此外,BOM清單與實物極性、規格的核對疏漏,可能造成批量性錯料返工。
(二)系統化改善方案
建立全流程物料管控體系:①入庫前執行IQC抽檢,使用X-Ray檢測元件內部結構,通過掃碼系統100%核對BOM信息;②濕度敏感元件存儲于防潮箱(濕度≤10%RH),拆封后實時記錄暴露時間,超期元件經125℃烘烤4小時除濕;③焊膏提前4小時解凍并攪拌至黏度穩定(800-1200kcps),避免因流動性不足導致印刷缺料。

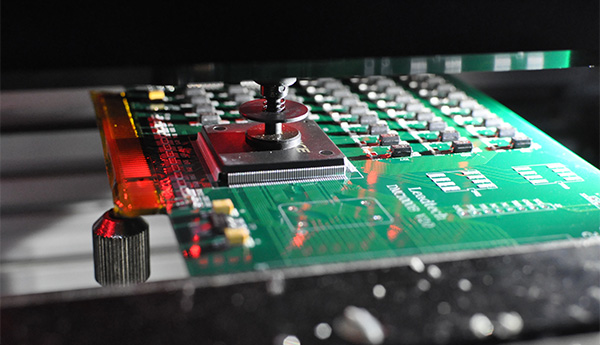
二、設備精度與工藝參數環節:精密控制是核心支撐
(一)設備失效模式分析
貼片機吸嘴壓力不均(偏差>±5g)、貼裝頭坐標偏移(精度<±0.05mm)會造成0201等微型元件偏移;焊膏印刷機刮刀壓力不當(推薦值6-8N/mm)或鋼網開孔尺寸誤差(>±10μm),易引發連錫、少錫缺陷;回流焊爐溫曲線異常(如峰值溫度偏離±5℃、升溫斜率>3℃/秒),會導致焊點空洞率超標(>15%)或元件熱損傷。
(二)全設備周期優化策略
實施“預防+實時”雙控機制:①每日生產前校準貼片機吸嘴壓力與視覺定位系統,通過首件3DSPI檢測錫膏印刷厚度(公差±15%);②針對無鉛焊膏設定235-245℃峰值溫度,每2小時采集爐溫曲線并與標準模板比對,異常時自動觸發停機警報;③建立設備維護日歷,每200小時更換貼片機吸嘴、每500小時校準印刷機刮刀平行度,確保關鍵參數長期穩定。

三、環境控制環節:溫濕度與靜電的隱形影響
(一)環境參數失控風險
車間濕度低于40%RH時,靜電放電(ESD)概率增加30%,導致吸嘴吸附力波動引發元件飛片;濕度過高(>60%RH)則錫膏吸潮產生氣泡,焊點空洞率提升25%。溫度超出23±3℃范圍,PCB板材熱膨脹系數變化會導致貼裝坐標偏差,0.5mmPitch以下元件對中不良率顯著上升。
(二)精細化環境管理方案
構建恒溫恒濕潔凈車間:①采用工業加濕機與空調系統聯動,將濕度控制在45%-60%RH,溫度22±2℃,并通過MES系統實時監控溫濕度數據;②鋪設防靜電地板(表面電阻10^6-10^9Ω),操作人員穿戴防靜電服(帶電電荷量<0.6μC),敏感元件工位配置離子風機,將靜電電壓控制在±100V以內;③每日開工前清潔車間地面與設備,維持ISO7級潔凈度,減少粉塵對焊盤的污染。

四、檢測與追溯環節:全鏈路質量閉環管理
(一)檢測盲區與數據斷層問題
傳統AOI僅能檢測表面缺陷,對BGA、CSP等隱藏焊點的虛焊、橋連漏檢率達15%;檢測數據未與工藝參數聯動,導致缺陷根源追溯困難,同類問題重復發生。此外,首件檢驗不規范、抽檢比例不足(<5%),易放過批量性隱患。
(二)智能檢測體系構建
打造“在線檢測+數據追溯”閉環:①部署AOI與X-Ray檢測設備,AOI覆蓋100%單板外觀檢測(偏移、漏貼、極性反),X-Ray對BGA焊點進行抽樣透視(空洞率≤10%);②通過MES系統整合檢測數據,建立缺陷關聯分析模型,如連續3片出現焊盤少錫時,自動追溯至鋼網堵塞或刮刀壓力異常;③實施首件全檢(FAI)與每小時巡檢(IPQC),記錄貼裝坐標、爐溫曲線等30+關鍵參數,確保問題可追溯至具體設備、班次或物料批次。

五、人員與流程管理環節:標準化執行是最后防線
(一)人為因素導致的典型問題
操作員未按規定頻率清潔鋼網(推薦每2小時一次),造成錫膏殘留堵塞網孔;工藝工程師對DFM(可制造性設計)理解不足,未識別元件間距<0.3mm的貼裝風險;異常處理流程不清晰,設備報警后未及時停機校準,導致缺陷擴大化。
(二)全員質量管控體系
建立“培訓+防錯+復盤”機制:①新員工需通過40課時SMT工藝培訓,考核合格后方可上崗,重點掌握吸嘴更換、首件核對等10+關鍵操作;②在PCB設計階段嵌入防呆標識(極性缺口、定位孔),設備程序設置元件方向校驗,避免人為錯貼;③每周召開質量復盤會,運用柏拉圖分析Top3缺陷(如立碑、偏移、虛焊),制定改進措施并錄入SOP,通過PDCA循環持續優化流程。

結語:良率提升是系統性工程
SMT貼片良率的提升,本質是對“人、機、料、法、環”的全面精細化管控。1943科技建議企業建立全流程質量管控體系,從物料入庫到成品交付的每個環節設置關鍵控制點,結合智能檢測設備與數據追溯系統,實現缺陷的提前預防與快速響應。通過持續優化工藝參數、提升設備精度、強化人員技能,企業可有效降低不良率,在提升生產效率的同時,為客戶提供更可靠的高品質產品。
如需SMT貼片加工,歡迎聯系1943科技,我們將為您提供定制化的制造解決方案。




 2024-04-26
2024-04-26