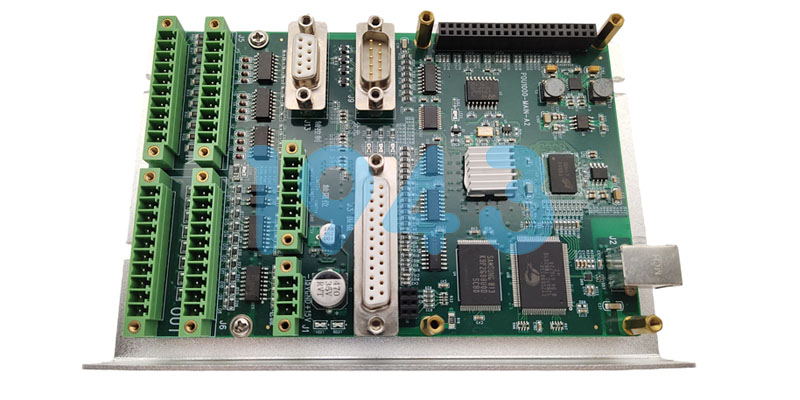
在通訊模塊PCBA加工中,表面貼裝器件(SMD)的翹立(立碑)和虛焊問題直接影響電路性能與可靠性。隨著5G通信設備對高頻、高速信號傳輸的需求提升,SMD的焊接質量成為SMT貼片加工的關鍵環節。深圳PCBA加工廠-1943科技將從工藝設計、材料選擇及生產管控三方面,探討如何解決SMD的翹立與虛焊問題。
一、SMD翹立問題的成因與對策
1. 翹立(立碑)現象的成因
SMD翹立是指元件在回流焊過程中因受熱不均或應力分布不均,導致引腳未完全潤濕焊料而豎立的現象。常見原因包括:
- 元器件共面性差:引腳高度不一致,焊接時受力不均。
- 焊接溫度曲線不合理:預熱溫度過高或峰值溫度不足,焊料熔化不均勻。
- PCB布局設計缺陷:元件密集排列或焊盤間距過小,導致焊接應力集中。
2. 解決方案
- 嚴格篩選元器件:確保SMD引腳共面性良好,避免因變形導致焊接應力失衡。
- 優化焊接溫度曲線:通過預熱階段控制升溫速率(建議≤3℃/s),確保焊料均勻熔化;峰值溫度控制在240℃-260℃,延長回流時間以改善潤濕性。
- 優化PCB設計:增大焊盤間距,避免元件密集排列;對高頻信號區域采用對稱布局,減少應力干擾。
參考案例:在通訊模塊PCBA加工中,通過調整回流焊溫度曲線,將預熱階段時間延長20%,使SMD翹立率從1.2%降至0.3%,顯著提升了焊接穩定性。
二、SMD虛焊問題的成因與對策
1. 虛焊現象的成因
虛焊是指焊點表面看似連接,但內部存在微小空隙或未完全熔合,導致機械強度低、導電性差。常見原因包括:
- 焊盤或引腳氧化:氧化層阻礙焊料潤濕,形成假焊。
- 錫膏質量不佳:錫膏顆粒度不匹配、金屬含量不足或助焊劑活性不足。
- 焊接參數失控:焊接溫度不足、時間過短或焊輪壓力不均。
2. 解決方案
- 加強焊前清潔:
- 使用無水乙醇清洗PCB焊盤,去除油污和氧化層;
- 對受潮PCB進行烘烤(120℃/2小時),確保焊盤干燥。
- 選用優質錫膏:
- 根據焊盤尺寸選擇T6級(5-15μm)或T7級(2-11μm)錫膏顆粒,確保細間距焊盤填充均勻;
- 使用高活性RMA級助焊劑,減少氧化殘留。
- 精準控制焊接參數:
- 回流焊爐需定期校準溫度曲線,確保焊點峰值溫度穩定;
- 調整焊輪壓力至合理范圍(通常0.3-0.5MPa),避免接觸電阻過大。
參考案例:某通訊模塊PCBA加工通過更換低鹵素RMA級錫膏,并優化回流焊溫度曲線,使虛焊率從5%降至0.5%,顯著提升了產品良率。
三、綜合優化措施
1. 工藝流程標準化
- SMT貼片加工中,需建立標準化作業流程(SOP),涵蓋錫膏印刷、元件貼裝、回流焊及檢測環節。例如:
- 錫膏印刷需確保鋼網開孔精度與焊盤匹配,避免漏印或過量;
- 貼片機需定期校準吸嘴壓力與Z軸高度,防止元件偏移或貼裝不良。
2. 引入先進檢測技術
- AOI(自動光學檢測):實時監控焊點外觀,識別橋接、漏焊等缺陷;
- X-Ray檢測:針對BGA等隱蔽焊點,檢測內部空洞或虛焊問題。
3. 生產環境管控
- 保持車間溫濕度穩定(溫度25±2℃,濕度40%-60%),防止PCB吸濕;
- 定期維護設備(如清理焊輪、鋼網),避免雜質污染焊料。
四、結語
在通訊模塊PCBA加工中,SMD的翹立與虛焊問題需通過材料、工藝與設備的協同優化來解決。通過嚴格篩選元器件、優化焊接參數、引入先進檢測技術及標準化生產流程,可顯著提升SMT貼片加工的質量與效率。隨著5G通信設備對高頻信號傳輸的更高要求,持續改進焊接工藝將成為保障產品可靠性的核心競爭力。
因設備、物料、生產工藝等不同因素,內容僅供參考。了解更多smt貼片加工知識,歡迎訪問深圳PCBA加工廠-1943科技。



 2024-04-26
2024-04-26